
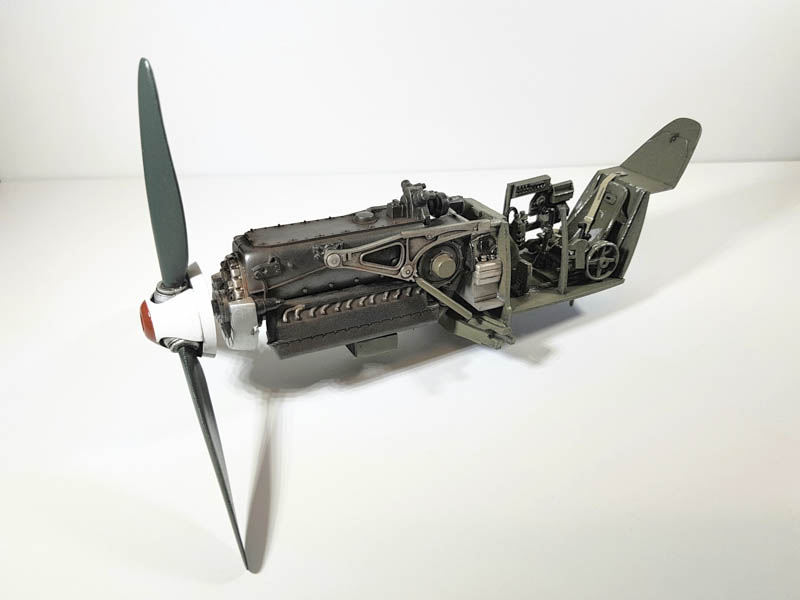
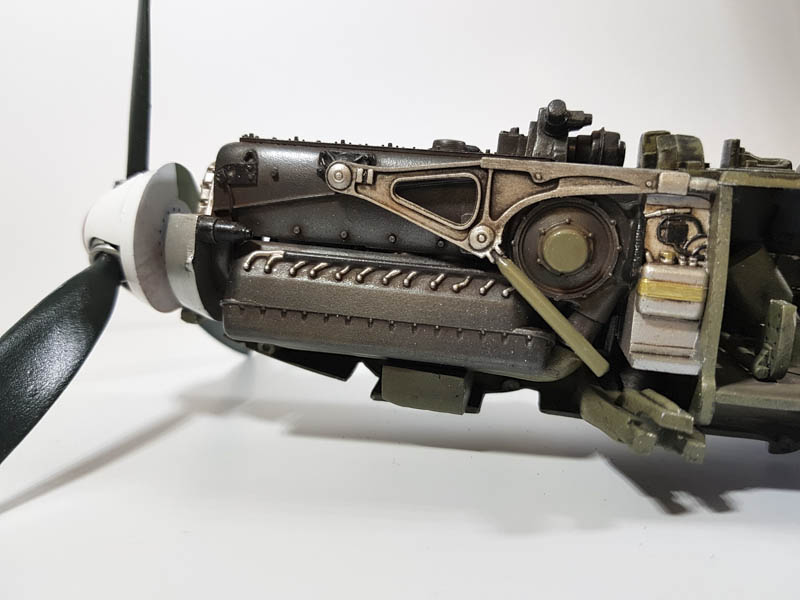
Airfix 1/24 Bf 109E - Pattern Maker Tribute
By Paul Ward

In 1976 I was a thirteen-year-old, living on the base at RAF Scampton, and had finally saved up enough money to buy the huge Airfix 1/24 Stuka model kit. This was built and painted over the summer holiday and hung from the ceiling with a couple of drawing pins and a bit of thread. Little did I know then that thirty-seven years later I would become great friends with the son of the pattern maker for this and many of the other 1/24 scale Airfix kits. This build is by way of a tribute to Pat Tranfield, the pattern maker for the Bf 109, Stuka, Fw 190, Harrier and the Mosquito.
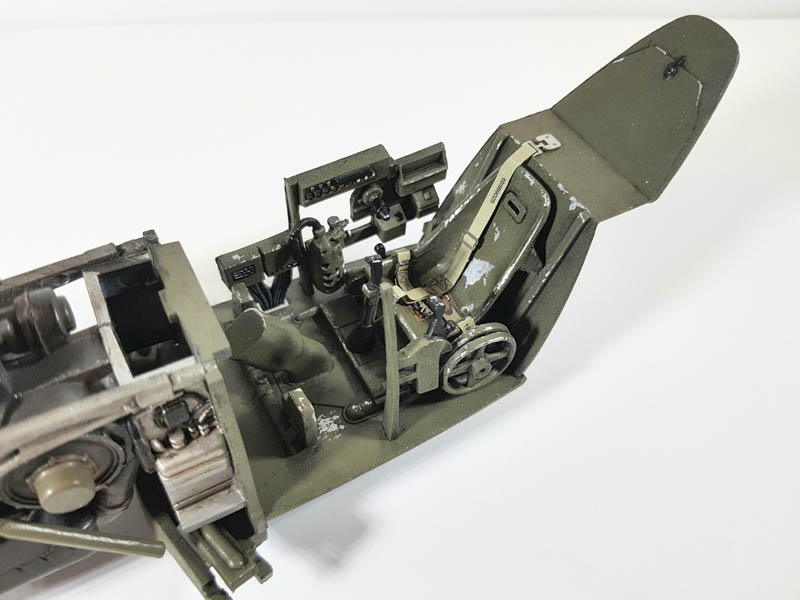
The build itself was mostly straightforward, although I wish I’d checked my references beforehand. There are three issues with my final model: the Eduard instructions for the seatbelts had me fixing them to the rear shelf instead of through the seat back; I put three cross-ribs in the wheel wells instead of two; and I’m not convinced by the RLM 74 and 75 colours as required in the Montex mask instructions (the aircraft represented is a Bf 109E-4 of 2/JG 3, France, 1940). There were no real fit issues apart from the cowling (styrene strip and adjusting the height of the guns did the trick) and the IP needed to be lowered/reshaped to fit under the canopy.
This was my first attempt at using paint masks for insignia etc and I have to say it was easier than I expected. The semi-transparent nature of the masks makes for easy alignment (albeit with a pair of close-up specs for the multi-part dragon mask) and various YouTube videos helped me with the order of mask and paint. For anyone considering using the masks, my key recommendation would be to work hard on fixing down the edges – these vinyl masks don’t have the adhesion of the kabuki versions.
Paints used were a mix of Tamiya, Vallejo and AK Interactive. Weathering was courtesy of Flory and Mig products.



I’ve read several articles bemoaning the fit in a few places but, whilst I accept most are correct, I found these fit issues added to the enjoyment (especially if you’ve read other people’s build logs and are prepared for the challenges). I read an article recently where someone suggested that these old models have more “soul” than modern models. Maybe that’s just a generational thing.













Of all the articles I read about this model, the most interesting was Pat Tranfield’s own article, in a modelling magazine from 1980, in which he describes the process of producing a model kit in that era. The following is the text from that article:
Pat Tranfield – Pattern Maker.
Many years ago my mother took me on a birthday outing to the toy department of Gamages, or was it Selfridges - as it was so long ago that I can't remember which! Frog Penguins, that magic word of the thirties; those bakelite model aircraft that were the forerunner of today's plastic kits. The Wellington, Hawker Hart and Empire flying boat are indelibly imprinted in my memory. To a small boy with a passion for aircraft, these finely detailed models remained a mystery to me. I grew up during the war years and made many scale solids and flying models like so many of us did. But never could I hope to achieve the results of the professionals. You’ve guessed it, years later I have become one of the mythical backroom boys who produce today's plastic kits.
Not professing to be a writer, to describe the process of producing a modern day plastic kit [is difficult], but I will try in simple terms and aim this article at the complete tyro. It would be more simple if I chose one aircraft to describe the process, therefore let it be a 1/24th scale Stuka.
For the past ten years I have been associated with Airfix Products Ltd., on a free-lance basis, designing and producing the patterns from which the moulds for the final production of the plastic kits are made.
I am usually called in, and they let me know what they want to produce and also provide me with some of the reference material. Then after I have gathered as much reference as I can, I set about producing a three-view general arrangement drawing.
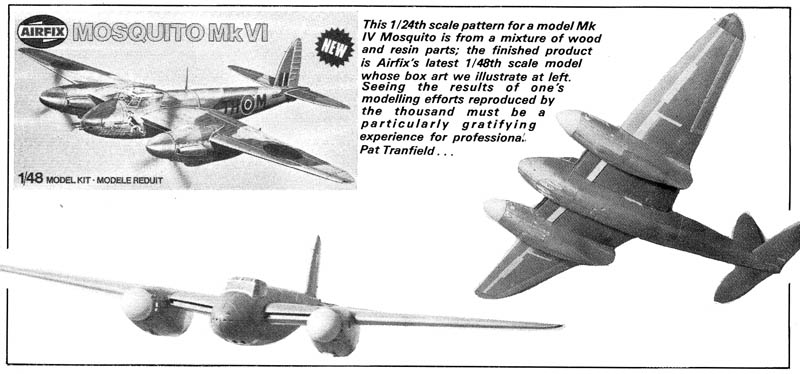
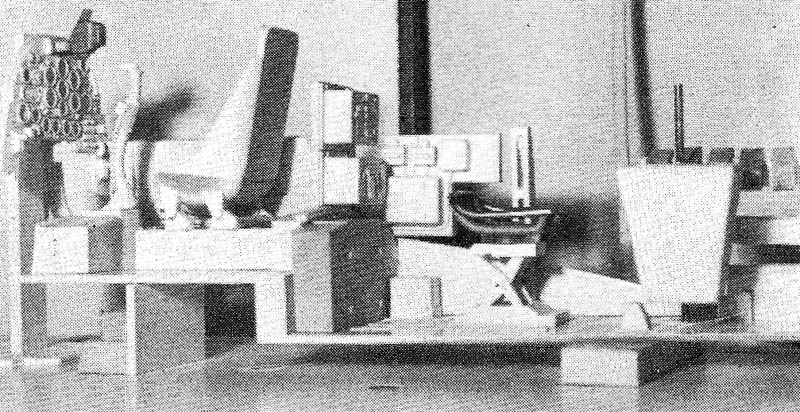
This 1/24th scale pattern for a model Mk IV Mosquito is from a mixture of wood and resin parts; the finished product is Airfix's latest 1/48th scale model.
The Stuka was a particularly difficult subject because, although many thousands were built, only one remained for us to research. This aircraft was in the Chicago museum in the U.S.A. The Stuka had been suspended from the ceiling in the museum and had literally taken a nosedive to the floor below and had been damaged. Our good fortune was that it had been shipped to Milwaukee for repair and had been disassembled; therefore it was in the ideal state for researching. The wings, for instance, were propped up against a wall, perfect for photographing. Airfix's chief designer flew over to Milwaukee armed with camera, rule and a rough general arrangement drawing to note down the required dimensions. Another idea which was to prove most useful was to photograph every couple of feet of the aircraft against a two-foot rule, marked off in one inch alternate black and white bars. It is quite amazing how much information can be gleaned from peering at photos for hours on end. After about six to eight weeks an accurate three-view drawing was completed. Sometimes it is necessary to start the pattern before all the required information becomes available. One hopes that it might come to light after starting the project.
The next task is to prepare a breakdown exploded illustration of the proposed kit. This gives a clear indication of the amount parts required. Due to the mounting costs of production, it also indicates what must be left out without spoiling the kit.
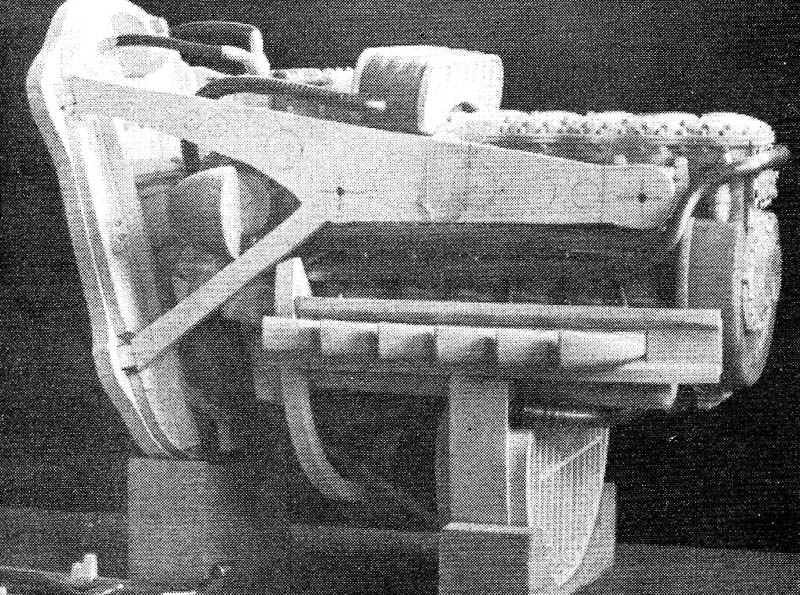
The 1/12th scale Stuka engine pattern on its bearer which is pantographed down to half this size onto the metal die by the toolmaker.
The prototype model is started, commencing with the fuselage carved from lime wood. Two halves are temporarily glued together and shaped against form templates. The windscreen and cockpit canopy are shaped and fitted, plus the addition of wing roots and fairings.
The prototype fuselage for a 1/24th scale model is made to the same size allowing .006 in. to the inch for shrinkage of hot plastic as it cools from the mould. Prototypes are only made to the size of the final model when it is a large scale like 1/24th. Similar scales, namely 1/48th, are made 1½ times final size and 1/72nd scale are made twice size. When the fuselage is completed, the wings and tail unit are made in the same way. Top and bottom of the wings are glued together as was the fuselage. The join acts as a datum line between the two halves and aids accuracy.
Part of the Stuka cockpit interior cast up, again twice size, in resin.
When they are finished in this form, the half is mounted onto a flat base. These are then cast in a hard industrial resin to give a female mould. A thin layer of wax is laid into the mould to the wall thickness of the final model. More resin is now poured into the mould over the waxed area. When set the moulds are separated and the wax is removed from the mould. The gap between the two moulds caused by the layer of wax is the area that we are interested in. The female mould is known as the cavity and the male mould is the core. Now the two moulds can be coupled together and more resin is poured into the space between the moulds. The resulting case is known as a quick or temporary cast. This is a very valuable step in the procedure as it enables one to see the final cast at an early stage.
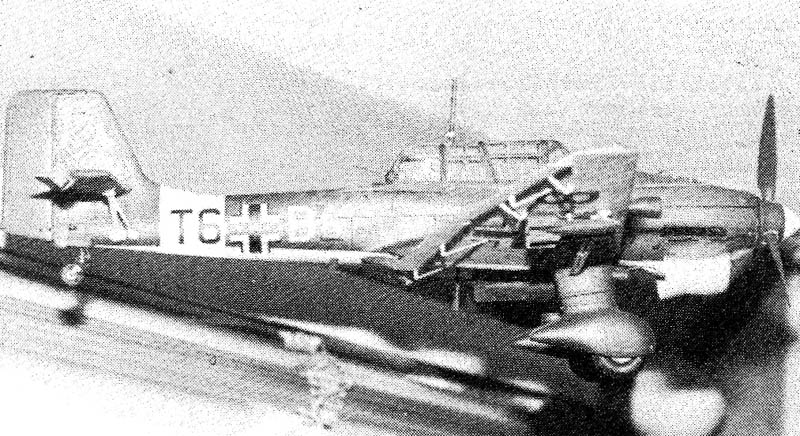
The finished Airfix 1/24 Stuka hanging from the roof in Pat’s workshop
This case or shell is essential in the production of the cockpit interior, the bulkheads engine, and also the wings when there is a necessity to fit a retracting undercarriage or mount wing guns. The cockpit interior is planned by making a series of form templates to fit the inside of the shell in their correct positions. The bulkheads, instrument panel and floor are made in this way. When they are finished in this form, they are taken out of the shell and disassembled. The patterns for the cockpit interior can be made at a large scale to facilitate better detailing. The method I use is to place the templates that have been disassembled under the lends of an enlarging projector and make tracings of the parts to twice scale. This being done, the items can be made and are ensured of fitting the model on later reduction. When all the patterns are finished in detail, they are then ready for mounting as was the fuselage earlier on. But this time the mounting is more complicated. The split line between the two moulds is not always a straight line. This is not easy to explain clearly in words. The next time you open a kit box, see if you can spot where the join is and try to imagine the difficulty, remembering also that every item has to maintain a draught angle or taper to facilitate its withdrawal from the mould.
After all the parts have been cast in their resins they are then ready to be cut into their final metal dies. This is where the toolmaker comes on the scene. He cuts into the metal die or mould, using a pantograph. The pantograph is a device that will reproduce an exact shape it is made to follow, in either the same size or a different scale. In our case the pantograph probe is guided over the surface of the female resin mould (made from my original model) and as this is done the pantograph cutter will reproduce the identical shape into a metal block; this is known as the die.
Same-size dies are sometimes produced by the method of spark erosion. This system requires a copper-master and can only be used to produce dies to the same size as the pattern. The pattern is made in the same way as before but the male mould is not required at this state. The female mould is impregnated with a thin layer of copper to about .060 thickness; this is then backed up with more resin to make it solid. The copper pattern is a copy of the master prototype in every way and being in copper it is the ideal surface for adding further exterior details. Fine panel lines and sunken details only can be added at this stage. When this has been completed, the copper master is mounted into the spark eroding machine. Electrodes are attached to it and it is sunk into a bath of paraffin within the machine directly over the blank piece of metal that is to be the final die. When the machine is switched on, the pattern erodes its path into the metal beneath it at a controlled rate of descent. The paraffin is pumped between the two faces of tool and die to clear away the eroded metal particles.
When all the dies are finally finished, they are mounted together in a large two-piece tool, with all the cavity dies on one side of the tool and the core dies on the other. Channels are cut between the dies to enable the hot plastic to flow between them. Ejector pins are placed in one side of the die to eject the parts after moulding. The whole tool is then mounted into the injection moulding machine and 'hey presto', a kit is born.
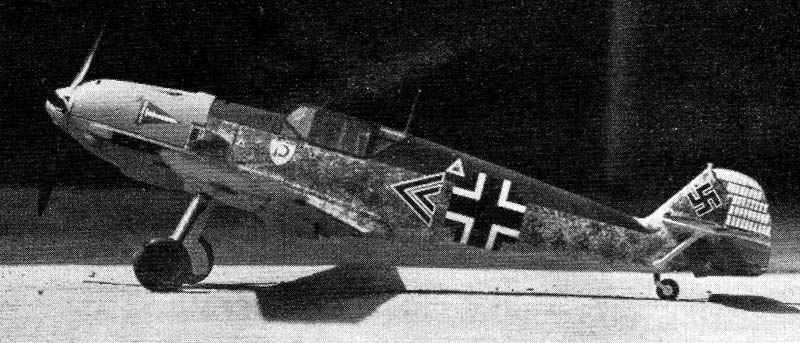
Another 1/24th plastic kit on which Pat Tranfield worked was the Airfix Messerschmitt 109E.
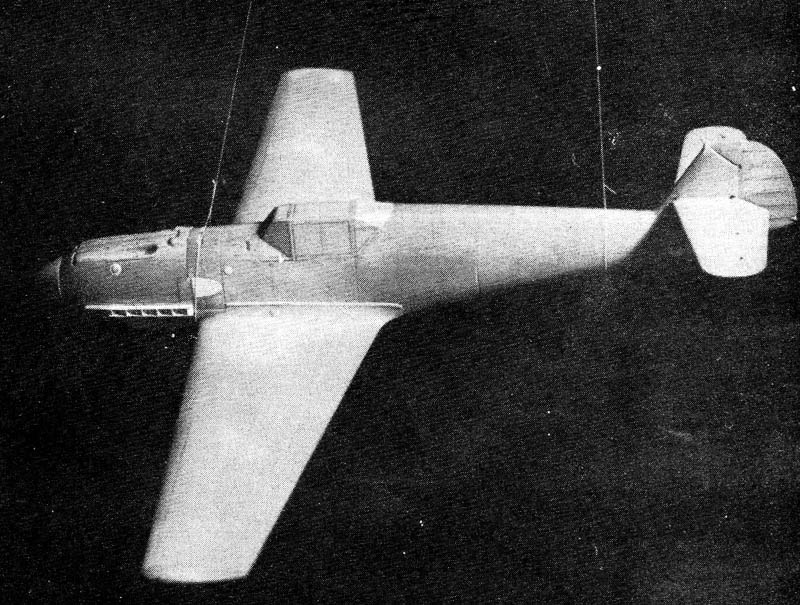
The resin pattern for the 109E
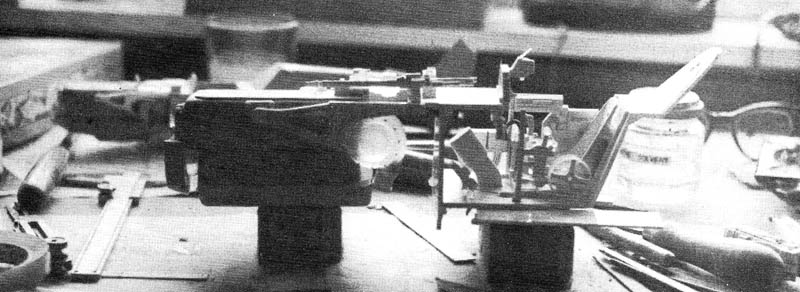
The BF109E cockpit detail pattern built up, as for the Stuka, to 1/12th scale
Needless to say, I have over-simplified the detail description of the whole process. One could, having the time, write a couple of books on the subject. The tooling side of the job requires many hours of painstaking work using expensive machinery. My job must entail about 10% of the final production costs. But without an accurate master model there seems to be little point in the amount of effort that is put into the tool. The tool can only be as accurate as the pattern it was cut from. If the pattern is inaccurate, then the toolmaker cannot be blamed. I therefore stick my neck out every time I build a prototype as I am solely responsible for the accuracy!
© Paul Ward 2018
This article was published on Monday, April 23 2018; Last modified on Monday, April 23 2018